Od Gantta do linii przepływu/Planowanie oparte na lokalizacji
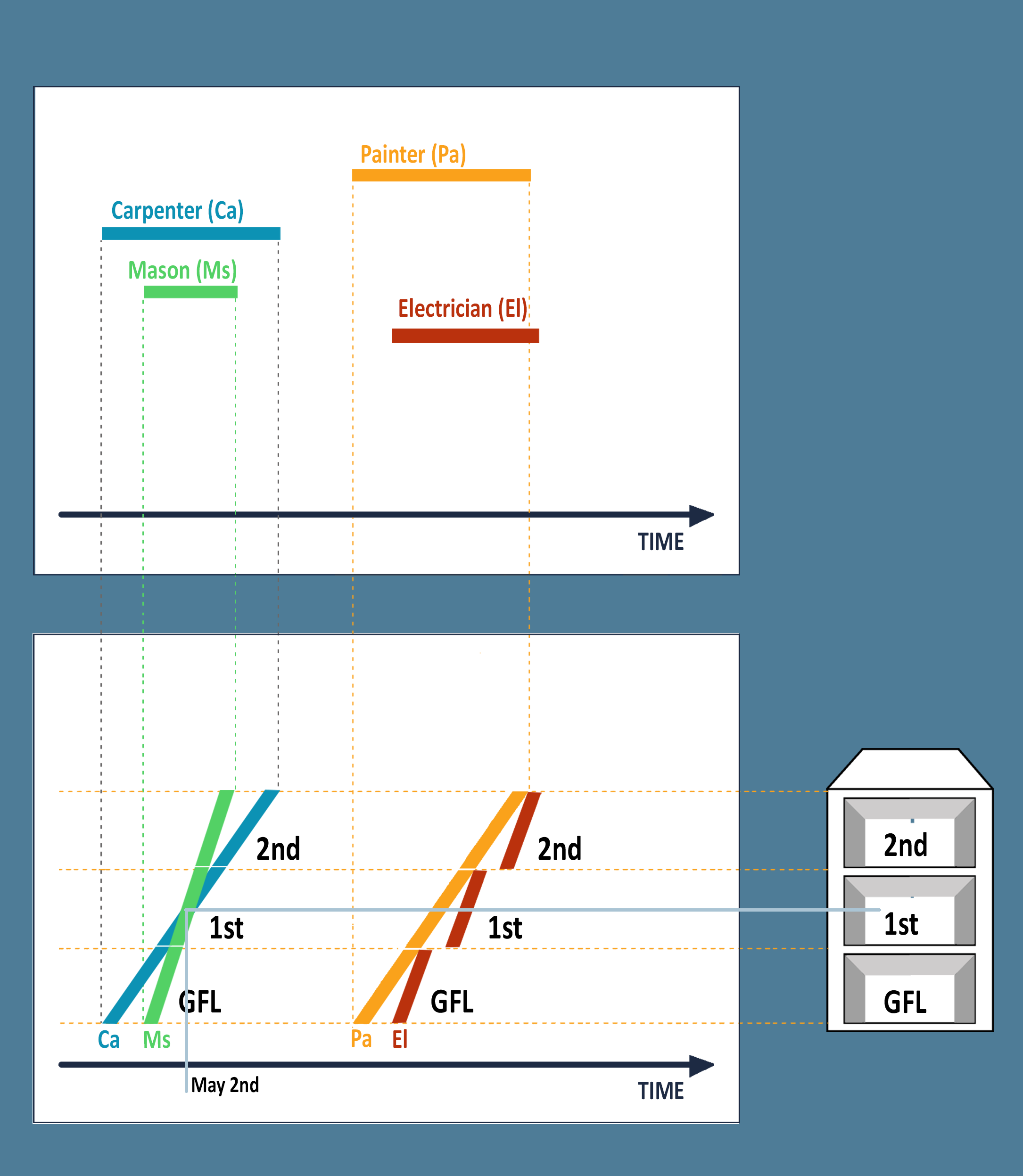
Poświęć chwilę, aby spojrzeć na kolorowe ukośne linie (czynności) na rysunku na dolnym obrazku na poniższej ilustracji (Ca, Br, Pa, El).
Gdy zostaną skopiowane z górnego harmonogramu (Gantta) w dół do dolnego harmonogramu (oparte na lokalizacji), możesz zobaczyć, co się stanie, gdy te wierszy/działania są podzielone na lokalizacje:
— 2. piętro
— 1. piętro
— Parter
Gdy linie (działania) są podzielone na lokalizacje — zmieniają się na charakterystyczne linie ukośne — znane również jako linie przepływu. Te linie zawierają informacje o aktywności, czasie i lokalizacji.
Teraz, zapnij klamrę; zacznijmy i znajdźmy pięć fatalnych wad.
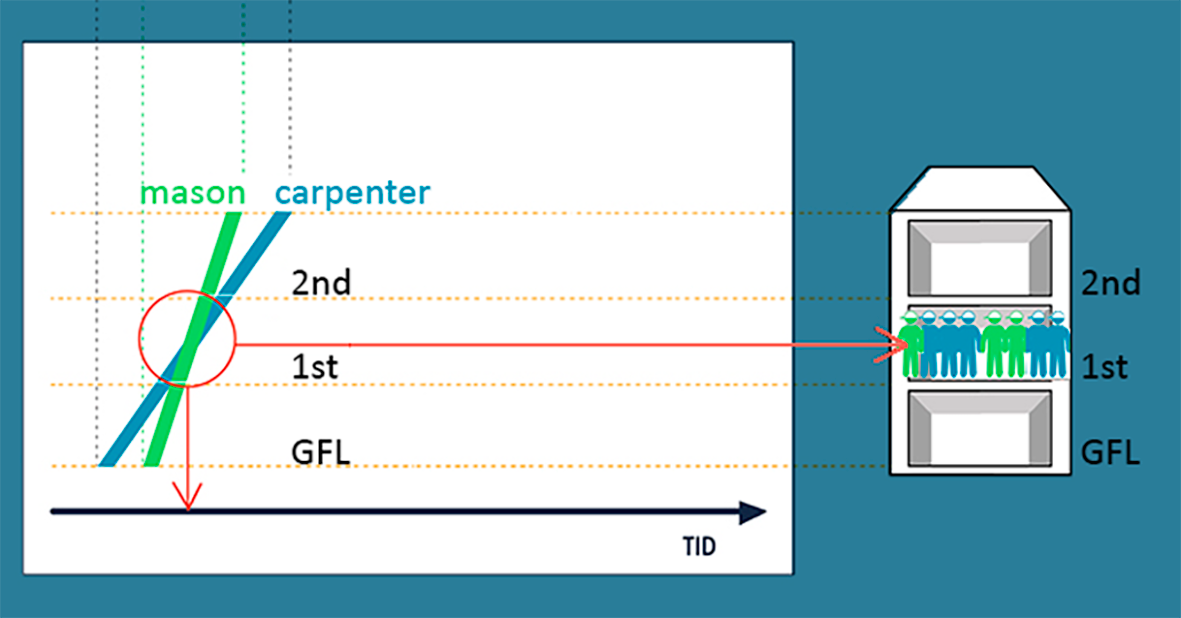
Wada nr 1 — Działania kolidujące
Pierwszą wadą jest kolidujące działania.
W widoku linii przepływu zderzenia te stają się widoczne tam, gdzie przecinają się dwie linie przepływu - co wskazuje, że wiele transakcji ma działać w tym samym miejscu w tym samym czasie.
W zależności od działań może to stanowić problem, ale nie musi. Na przykład stolarz może zainstalować szafki kuchenne, podczas gdy mason kafelkuje łazienkę - Nie ma tu konfliktu. Ale jeśli stolarz spóźnia się z harmonogramem, a ściany łazienki nie zostały jeszcze zbudowane, Mason nie może zacząć.
W takich przypadkach nakładająca się praca powoduje opóźnienia i stratę czasu.
Ten rodzaj nieskoordynowanych harmonogramów często prowadzi do kontrahentów stojąc bezczynnie, co kosztuje ich pieniądze i obciąża współpracę. A „pierwszy przyjdź, pierwszy serwowany” sposób myślenia może rozwijać się na miejscu, podsycając codzienną frustrację i podważając ducha zespołu.
Usterka nr 2 — puste lokalizacje
Co to oznacza w życiu codziennym na placu budowy, to fakt, że niektóre obszary pozostają całkowicie nieużywane — podczas gdy inni są zatłoczeni i chaotyczni.
W harmonogramie linii równowagi (opartej na lokalizacji), te bezczynne obszary są znaczącymi odstępami między ukośnymi liniami przepływu - wyraźny znak, że żadna praca nie jest planowana w tych lokalizacjach.
Gdy harmonogram opiera się tylko na czasie i czynnościach - bez uwzględnienia lokalizacji - pojawiają się zarówno wada nr 1 (kolizje), jak i wada nr 2 (puste strefy).
Rezultatem jest losowy rozkład pracy: Niektóre transakcje tłumią się w tę samą przestrzeń, podczas gdy inne dryfują do Gdziekolwiek jest miejsce. Wykonawcy pracują w lokalizacjach, które są dostępne tego dnia - nie dlatego, że było to zaplanowane.
Ta losowość tworzy niespójny, stop-and-go przepływ pracy, zwiększa czas oczekiwania i wpływa na zarobki kontrahentów.I równie ważne - obciąża pracę zespołową i ogólny ton na miejscu.
Wada nr 3 — Zmarnowany czas na rozpoczęciu i zatrzymaniu pracy
Czas oczekiwania jest jednym z najbardziej krytyczne czynniki wpływa na produktywność i zarobki wykonawców.
Przerwy te są wizualizowane przez przerwane linie w harmonogramie linii przepływu — wyraźny wskaźnik a przepływ pracy stop-and-go. Jak pokazano na ilustracji, malarze (pomarańczowi) muszą albo przyspieszyć, albo elektrycy (czerwony) muszą zwolnić, aby stworzyć płynniejsze przekazywanie między handlami.
Czasy oczekiwania stają się równie losowe, gdy działania są planowane w losowych lokalizacjach bez uwzględnienia zależności. Jest to szczególnie problematyczne, gdy istnieją zależności między transakcjami.
Na przykład murarz nie może rozpocząć układania płytek, dopóki stolarz nie skończy budowy ściany łazienki.
Rezultat? Murarze czekają i nie mogą uzyskać dostępu do miejsca, dopóki stolarze nie skończą. Ten rodzaj nierównowagi powoduje opóźnienia, których można uniknąć, nieefektywność i frustrację na miejscu.
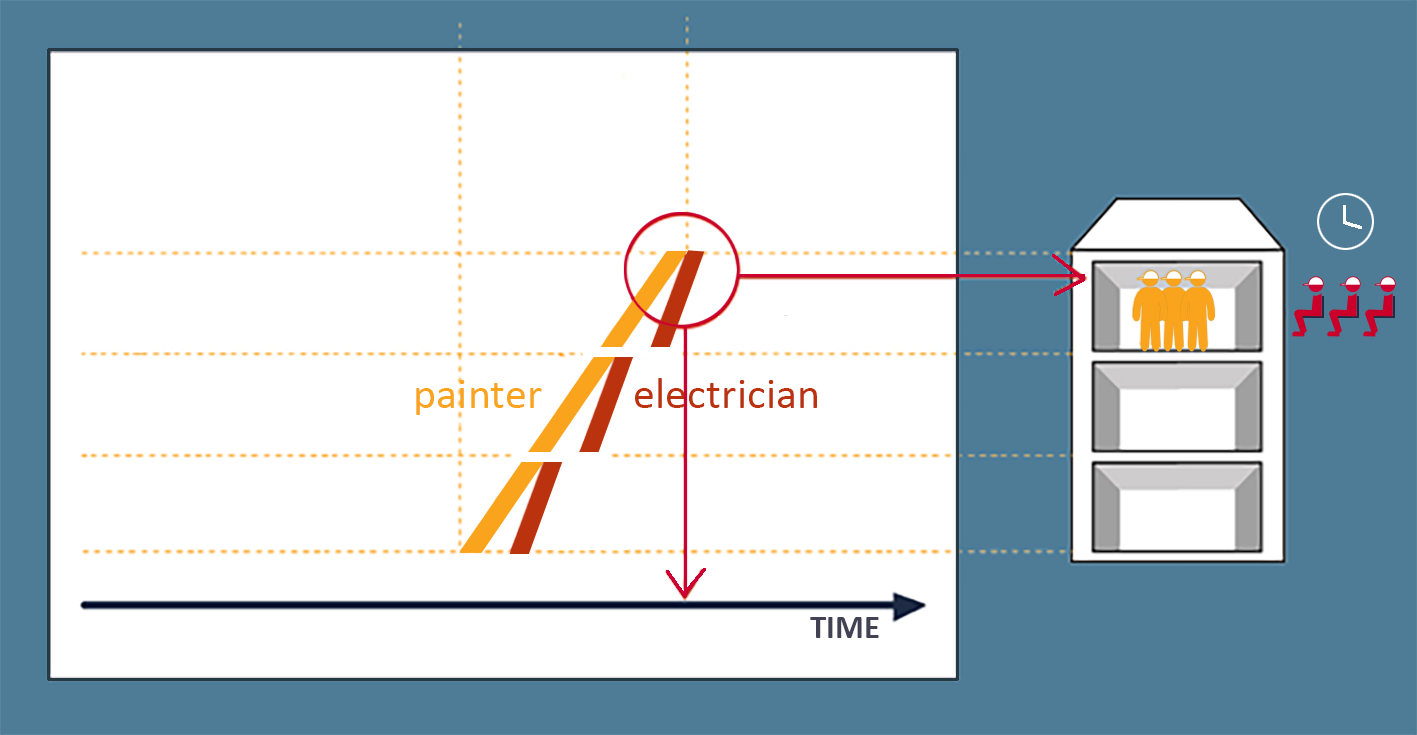
Ilustracja: Aby rozwiązać problem w tym przykładzie graficznym, zespół elektryków musi znaleźć więcej ludzi, aby załoga mogła pracować szybciej, lub malarz musi przekierować niektórych mężczyzn do innego miejsca na miejscu, aby „pracować wolniej”.
Zapewni to dobry przepływ pracy między dwiema dyscyplinami.
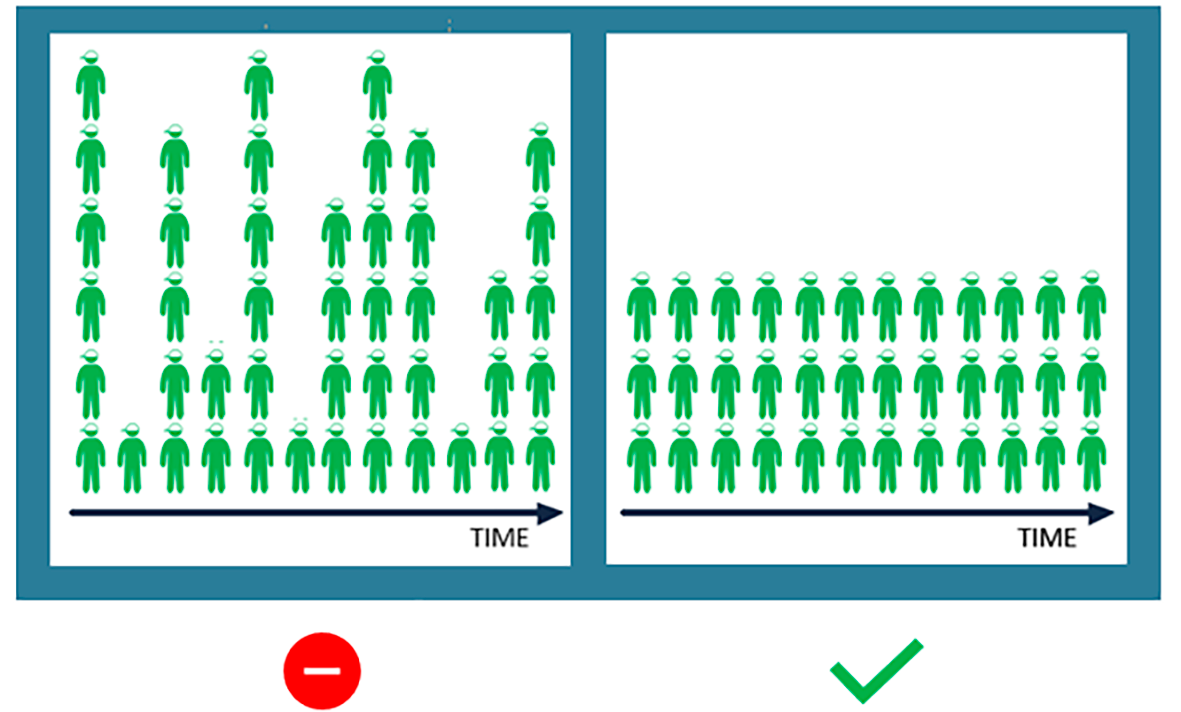
Wada nr 4 — Nierówny personel i zakłócony przepływ
Losowe rozmieszczenie zespołów na miejscu jest jednym z główne przyczyny niespójności — co często prowadzi do opóźnień na miejscu.
Idealny scenariusz to stały, nieprzerwany przepływ pracy: Istniejąca liczba zespołów z każdej transakcji, przejście z „lokalizacji 1” do „lokalizacji 100” — bez przerw, przerw i nakładania się.
Rezultat jest chaotyczny, gdy skupienie się na konsekwentnym zatrudnieniu nie jest częścią procesu planowania. Weźmy ten przykład: z powodu złego planowania, sześć zespołów stolarskich pojawiło się na miejscu pewnego dnia - pracując tylko dla trzech. Połowa z nich została wysłana do innego pobliskiego projektu, marnując czas i energię.
Bez ustrukturyzowanego planowania zasobów, drużyny wjeżdżają i wychodzą losowo — próbując coś zrobić, zanim znowu zostaniesz przerwany z pracy.
Ta niestabilność zakłóca postęp, niszczy morale i przyczynia się do złego środowiska pracy - nie tylko w jednym miejscu, ale w każdym zaangażowanym miejscu.
Usterka nr 5 - Brak widoczności konsekwencji opóźnień
Po rozpoczęciu budowy opóźnienia są nieuniknione. Nieoczekiwane zdarzenia Zawsze będzie występować w budownictwie. Nie ma mowy o tym obejść. I zawsze wpłynie to na harmonogram.
Jednak z wykresem Gantta jest prawie niemożliwe do zobaczenia jak opóźnienie w jednej lokalizacji lub przez jeden zespół wpływa na resztę projektu.
Z drugiej strony z harmonogramem linii równowagi (linii przepływu), wy mogą prognozować i wizualizować konsekwencje opóźnień i zmian. Możesz zobaczyć, jak wpływają one na określone zespoły, transakcje, lokalizacje, alokację zasobów, zależności — i ogólny termin.
Pozwala również rzucić wyzwanie nierealistycznemu optymizmowi i „życzeniom” na cotygodniowych spotkaniach na miejscu. - W tym przykładzie stolarz spóźnia się z harmonogramem:
„Jasne, jesteśmy trochę w tyle, ale nie martw się, nadal osiągniemy termin.” (!)
Dzięki liniom przepływu możesz wizualizować, dlaczego jego życzenia nie są realistyczne. Możesz pokaż mu dokładnie, jak jego opóźnienie wpłynie na następujące transakcje i dlaczego data zakończenia projektu jest teraz zagrożona.
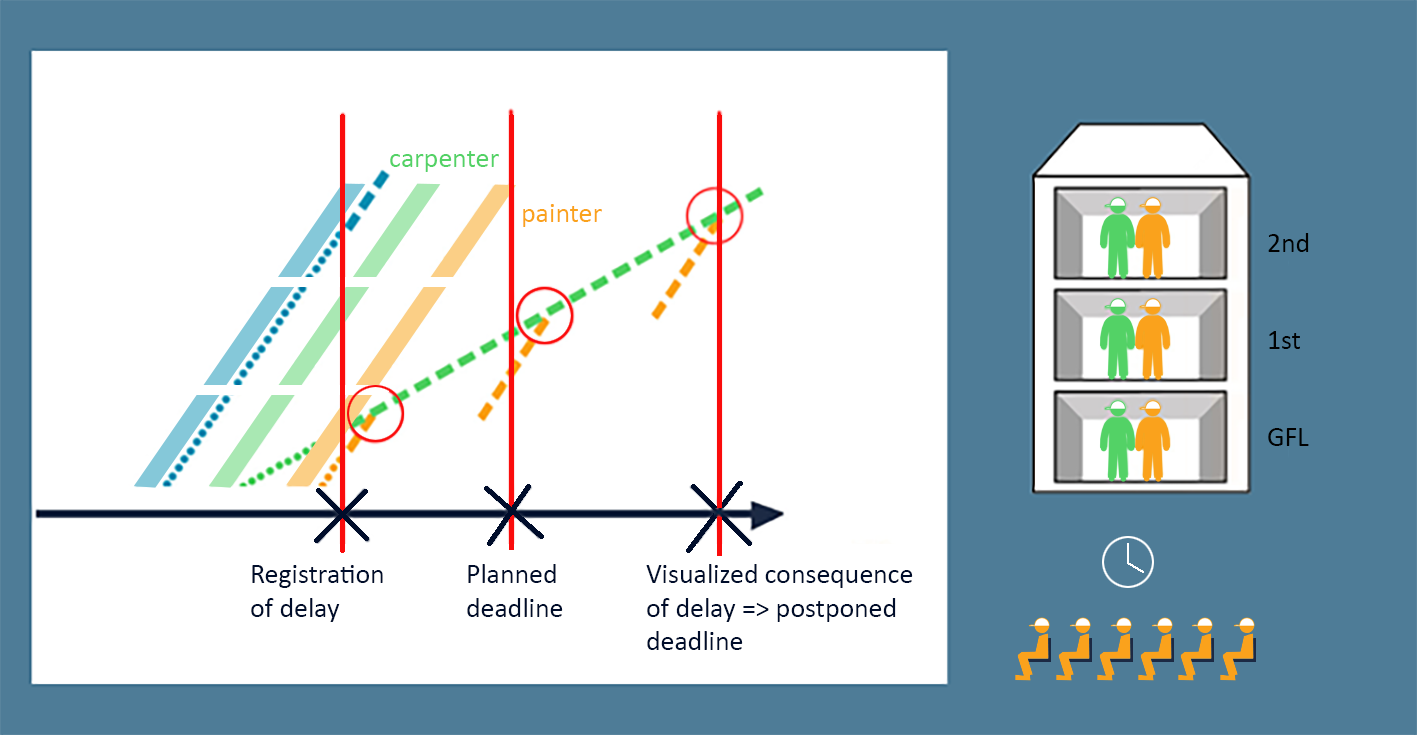
Ilustracja: Ciężka zielona linia ilustruje planowane prace stolarza. Zielona kropkowana linia ilustruje rzeczywiste tempo stolarza. Jeśli stolarz nie przyprowadzi więcej pracowników na miejsce, kropkowana linia podąży swoją nową ścieżką, co spowoduje czas oczekiwania na malarzy i opóźniony termin.
Koniec z domysłami i życzeniami; fakty są wizualizowane. Z liniami przepływu, które masz czas działać, zanim sprawy wymną się spod kontroli.
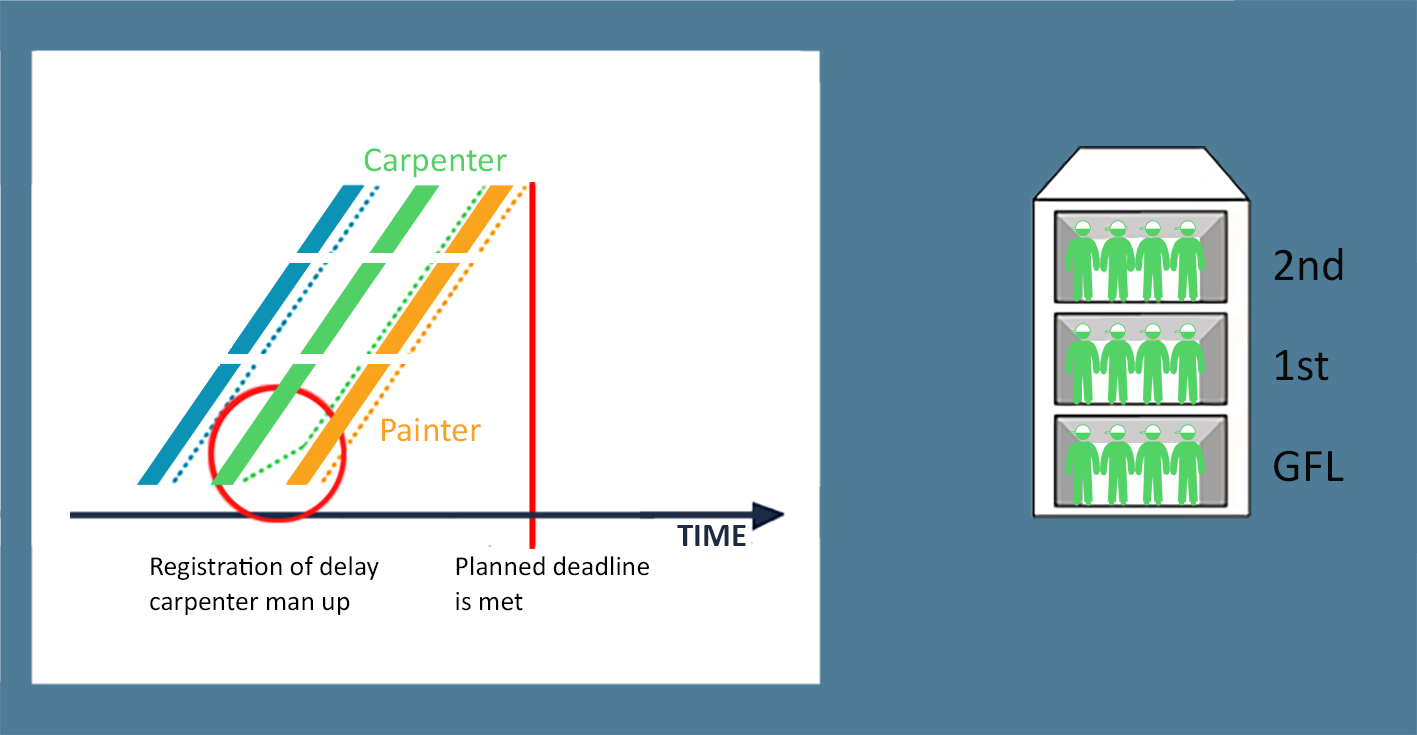
Dostosuj się w czasie!
Jeśli jednak stolarz przyprowadzi więcej pracowników na czas, możliwe jest przekierowanie i dostosowanie „nowej (powolnej) ścieżki” i dotrzymuj terminu!
Chcesz dowiedzieć się więcej?
Skontaktuj się z Kristiną pod adresem info@tactplan.com - pomoże Ci zacząć.
Z przyjemnością zaoferujemy bezpłatne osobiste wprowadzenie do strony internetowej planowanie oparte na lokalizacji i nasze harmonogram budowy a oprogramowanie do zarządzania budową. Zapraszamy również do zwiedzania Tactplan z bezpłatna wersja próbna.